

Scrapers, Part 1
Introduction to Scrapers and the Burr
More words probably have been expended in discussing and debating the use of scrapers than for any other tool except, perhaps, the skew. And with all the arguments presented, I’m not aware of a single instance where someone left the discussion with an opinion different than what was held when it began.
My guess is that a lot of the varied opinions on scrapers arise because of an unusual feature of the tool: the burr formed on the cutting edge plays a major role in determining how the tool will behave, but you cannot see it without some sort of magnification. Consequently, two scrapers that look identical may behave quite differently when presented to the wood in the same manner.
And so, the discussion continues. These articles arise from my efforts to learn how to use a scraper and to understand how they work. Toward this end I have devoted more time to scrapers than to all the other turning tools combined.
I begin with an in-
As you will see, a scraper is not a simple tool to master but it can be one of the most useful.



Overview
The primary application of a scraper is to refine a surface. This may involve making delicate cuts working toward a specific shape or dimension, or it may be to clean up a surface left by another tool. For the most part, a scraper is not intended for heavy wood removal.
One approach to using a scraper is to place it flat on the tool rest and nudge it
against the wood. Wood fibers are simply scraped or abraded away. This often leaves
a very rough surface. A better method is to pay particular attention to preparing
the burr at the cutting edge and use the scraper as a cutting tool.
abraded away. This often leaves
a very rough surface. A better method is to pay particular attention to preparing
the burr at the cutting edge and use the scraper as a cutting tool.
Another approach is to place the tool at an angle. This is shear scraping, which
can produce a surface probably as smooth and clean as that obtainable from any other
turning tool.
produce a surface probably as smooth and clean as that obtainable from any other
turning tool.
Sharpening a scraper consists of two parts: one is forming the shape of the cutting edge and establishing the bevel angle. In other words, dealing with the things you can see.
The other part has to do with the all-


Scraping vs. Cutting
This has to do with the angle the cutting edge makes with the surface. If the angle is 90° or more, it is scraping. If it is less than 90°, it is cutting. Maybe.
In scraping, the sharp edge of the tool exerts a sideways force on the material and induces a shear failure. This results in the removal of material in the form of dust or chips and typically leaves a rough surface, like scraping old paint off a board.
In cutting, at the microscopic level, a keen edge pries the material apart and lifts
it away. This action typically produces a slice or shaving and leaves a smooth surface.
Think about taking a long shaving from a board with a hand plane.
apart and lifts
it away. This action typically produces a slice or shaving and leaves a smooth surface.
Think about taking a long shaving from a board with a hand plane.
Does a scraper actually scrape or does it really cut? It can do either one, but an experienced turner will almost always use a scraper as a cutting tool. This may seem strange because the typical 70° bevel angle doesn’t look very sharp. However, the magic occurs with the part you don’t see, namely the burr.
What creates the burr?
When a steel tool is pressed against a grinding wheel, metal is removed from the part in contact with the wheel, and additionally, two burrs are formed – one at the top and one less pronounced at the bottom. A similar thing happens but to a lesser extent when you apply a diamond hone to a cutting edge.
This is natural to the process of grinding and there is no way to prevent it that I know of. As far as the details are concerned, I am not sure why this happens. It just does.


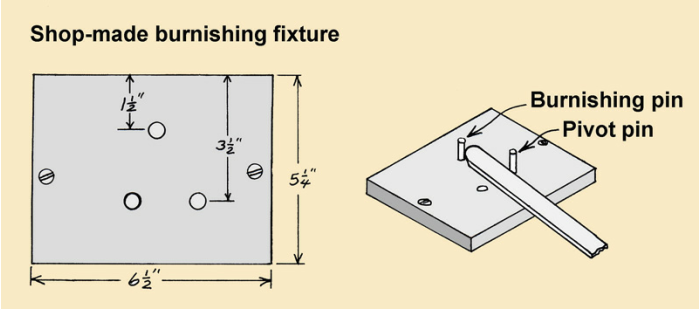
Another way to produce a burr is by burnishing. This involves forcing a keen cutting edge against a hardened steel pin (a burnisher) in order to deform the metal and push it up into a burr. Such a burr is distinctly different from one produced by grinding or honing even though the overall shape and size may be similar.


Burrs and Variations
Several factors affect the size, shape, and durability of a burr. Among these are the included angle of the cutting edge and whether the burr is produced by grinding or burnishing.
The type of steel also has an effect. My experience is primarily with M2 high speed steel, the kind most commonly used for turning tools.
For these articles I have not considered powdered metal tools, those having special compositions, nor the ones which have been given esoteric heat treatments. You can check those out after gaining a bit of experience forming and testing burrs as described here.
The following sections describe three methods for forming a burr. This essentially amounts to how to sharpen a scraper.
Burr from Grinding
It was an eye- The first thing that caught my attention
was the rough, plowed-
The first thing that caught my attention
was the rough, plowed-
The ridge of debris that I took to be the burr was not straight, not continuous,
and not uniform in size and shape. It looked like slag from a welder piled on the
edge of the tool and was a chocolate brown instead of being shiny and metallic. Further,
the burr was n ot strongly attached to the metal underneath. It could be flicked away
easily with the point of a needle.
ot strongly attached to the metal underneath. It could be flicked away
easily with the point of a needle.
The rough appearance of the bevel and the crooked, discontinuous nature of the burr
stem from the coarseness of the 80-
The straightness, or lack of it, is especially important to the strength of a burr. A burr that is straight and continuous will be laterally self supporting and therefore stronger.
The fact that the burr was not strongly attached to the underlying metal is a bit puzzling. It’s almost as if the burr had been deposited there, sort of plastered on without making a firm bond. But how can this happen?
Is the molten metal from the grinding carried all the way around the wheel and then splattered onto the top surface? Glowing sparks can be seen sticking to the wheel and these do indeed travel the full circle around the wheel.
To the touch, the burr was easy to feel and it felt prickly sharp. At first it did
a good job cutting the wood but it didn’t last very long. At best it lasted less
than a minute while cutting dry black walnut that was not particularly dense.
To me it appears that if you want a burr that will be more durable and last longer,
you should use a grinding wheel with a finer grit. A 120-
Burr from Grinding and Honing
This technique can be broken into two parts. First you establish the overall geometry of the tool by shaping the cutting edge and grinding the bevel.
This will produce a prominent burr at the cutting edge, but this is not the burr we want. So it is removed by honing the top surface with a diamond hone, keeping the hone dead flat on the surface.
The next step is to hone the bevel to get it as smooth as practically possible. It is important to keep the hone flat on the bevel so as not to round over the cutting edge.



This also will produce a burr at the cutting edge, but one much smaller than what resulted from the grinder. Again, it is removed by honing the top surface.
At this point the cutting edge should consist of a keen edge but one with no burr.
The last step is to form the burr that will be the keeper. This is done by again
honing the bevel, this time for the specific purpose of forming the burr. Light honing
is all that’s required; it takes about a minute to do. The hone must be kept flat
against the bevel.
The scraper should now be ready to use. The burr will be very small; if you try to feel it, you might at first think no burr is present. Give it a trial run on a piece of scrap wood. You may be pleasantly surprised.
All that’s required to maintain or rejuvenate the burr is to repeat the final honing of the bevel. There is no need to repeat grinding and smoothing the bevel.
Summary:
1. Shape the overall geometry by grinding.
2. Remove the burr by honing the top surface.
3. Hone the bevel to smooth it out.
4. Remove the burr by honing the top surface.
5. Form the keeper burr by honing the bevel.
Burr from Burnishing
Up to the last step, this procedure is the same as that for grinding and honing. Then you do the burnishing, which means running the cutting edge past a steel rod to form the burr.
A burr formed in this manner is likely to be much more pronounced than one produced by grinding and honing. Also, it will almost certainly be stronger because the burnishing process is much less disruptive to the native metal of the tool.
A prominent burr can sometimes be problematic because it is too aggressive. You may find it difficult to make a light cut because the tool tends to dig in when it touches the wood. If you experience this, the problem is too much burr.


The cause is probably that too much force was used against the steel rod during the burnishing process. The remedy is simple: remove the burr and try it again, this time with less force.
Summary:
1. Shape the overall geometry by grinding.
2. Remove the burr by honing the top surface.
3. Hone the bevel to smooth it out.
4. Remove the burr by honing the top surface.
5. Form the keeper burr by burnishing.
Note: Hardened steel pins can be purchased at most hardware stores. An alternative
is to buy a ready-