

Tiny Tools … Part 2
This is a continuation of Part 1. This section describes a V-
V-
This is a versatile tool for small turnings because it has the ability to cut either
toward the left or toward the right along a line more or less parallel to one of
the bevels. Cutters of this shape are frequently used as hollowing tools. What it
cannot do is cut straight ahead, cutting with both edges at the same time. It will
quickly bog down in a wide cut if presented to the wood this way.
line more or less parallel to one of
the bevels. Cutters of this shape are frequently used as hollowing tools. What it
cannot do is cut straight ahead, cutting with both edges at the same time. It will
quickly bog down in a wide cut if presented to the wood this way.
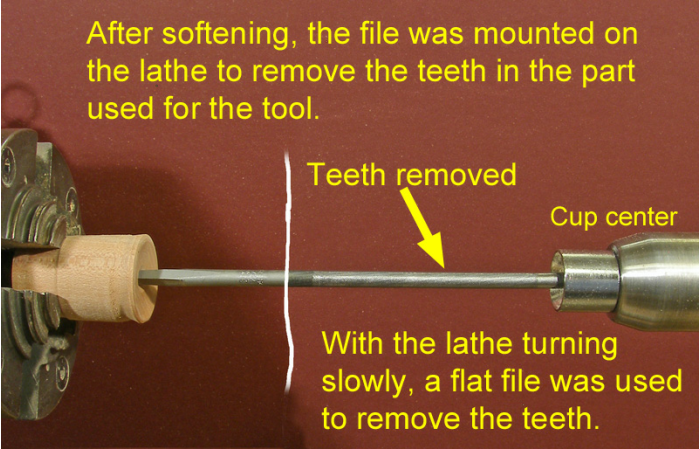
I used a 3 1/2” section of a 5mm diameter chainsaw file for this project.
The first step is to soften the section to be used so it will be easier to work. Then, while it is still full length, remove the teeth of the file or at least smooth them a bit.

It is convenient to shape the rough form of the cutting edge at this stage. Form a bevel on each side of the blank. Note that the blank is held nearly horizontal at the appropriate angle to the plane of the grinding wheel.


Next, form the bevel at the end of the tool directly under the tip. Also, grind a flat surface on the top.


In anticipation of making the bend, note carefully where it should be, allowing for the section that will be inserted into the handle. Also pay attention to the direction if you have already roughed out the cutting edge.
What worked for me was to heat the blank at the point of the bend and then stick it between the jaws of a vise. The part near the tang remained cool enough to grasp, and the length gave sufficient leverage to make the bend easily. The extra length was then removed.


The next step is to reharden the blank; that is, heat it to a high temperature and then quench in water.
After hardening, the metal must be tempered. This involves heating it to about 450°
F, using the oxidation colors as a guide to the temperature, and then quenching in
water. The following photo shows the top surface of the cutter as it appeared when
quenched. It is combined with the image of the masonry nail we saw above.
This involves heating it to about 450°
F, using the oxidation colors as a guide to the temperature, and then quenching in
water. The following photo shows the top surface of the cutter as it appeared when
quenched. It is combined with the image of the masonry nail we saw above.
Tempering is the last of the heat- t the tool in
a handle. Because of the bent shaft, you will not be able to drive the tool into
the hole. Therefore, size the hole for a sliding fit and then secure the tool with
epoxy.
t the tool in
a handle. Because of the bent shaft, you will not be able to drive the tool into
the hole. Therefore, size the hole for a sliding fit and then secure the tool with
epoxy. 
Smooth the top surface and the bevels with a diamond hone. Remove the burr that may appear at the cutting edge, and then form the keeper burr. The tool should then be ready to use.
Three-
This tool is a variation of the V-

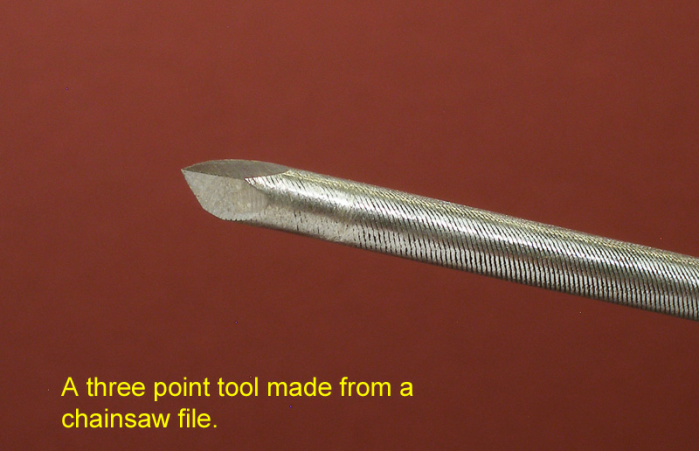
Because this tool is straight, no heat treatment will be needed provided you are careful not to overheat it during the grinding phase. You can install it in the handle early on to make the tool easier to hold.
However, once installed in the handle, heat treatment is no longer an option. An
alternative is to use a Jacobs chuck as a holder and postpone installing it permanently
until after all the grinding is done.
postpone installing it permanently
until after all the grinding is done.
Grinding the tool is straightforward. Form the top bevel first and then the side bevels. Follow the grinding with honing to form the final cutting edge.
Avoid rounding the very tip of the tool; be sure the planes of the bevels extend all the way to the tip. To do this, first hone the top dead flat and then hone the sides, being careful to keep the hone flat against the bevel at all times.
A Tiny Skew
Many pen turners favor a small skew for shaping the body of a pen. Others use the
long point for shaping fine detail on a finial. It is a versatile tool. However,
a tiny skew has direct competition from its larger counterparts; you can do considerable
fine detail work with a full-
Therefore, for a tiny skew to be worth the effort, it should be capable of reaching
where the larger version cannot. This means it must have a long bevel. 
A skew is one of the more difficult tools to sharpen. Various jigs are available to aid the process but it is unlikely that a tiny skew would fit any jig that’s available for purchase. Therefore, we must improvise.
The first thing to do is mount the blank in a handle so you can hold it more easily. The specifics of your blank will dictate the details, but this amounts to using epoxy to secure the blank in a hole in the handle.
If you are using a flat masonry nail with a tapered shank , drill holes of different
diameters to match the taper. Only about 1” of the shank needs to be inserted in
the handle. An alternative method is to drill an oversize hole and then fill around
the shank with epoxy mixed with a filler such as sawdust or coffee grounds.
, drill holes of different
diameters to match the taper. Only about 1” of the shank needs to be inserted in
the handle. An alternative method is to drill an oversize hole and then fill around
the shank with epoxy mixed with a filler such as sawdust or coffee grounds.
Once the blank is mounted in a handle, you can begin to shape the cutting edge. These
instructions are based on what I did. You may be able to improve on this or modify
it to suit your needs.
I did. You may be able to improve on this or modify
it to suit your needs.
Grind the head until it is flush on all sides. Reduce the width of the blank near the cutting edge if you wish to do so.
Begin forming the bevels. Hold the tool horizontally. Place its axis at an angle to the plane of the grinding wheel in order to set the angle (and length) of the bevel. Then roll the blank against the wheel so that contact is made first with the lower edge of the blank and then progresses upward as you roll the tool. The idea is to form the bevel using dozens of light passes rather than one heavy cut.


The natural tendency of this method is to from a bevel that is straight along its length but curved across the width. Make a conscious effort to avoid this by making only very light contact with the wheel at the beginning and end of each pass.
If a curve starts to develop, you can correct it by placing the bevel flat against the side of the wheel for just an instant.
A bevel length equal to twice the thickness of the blank gives an included angle of 29°. This is smaller than what is found on typical skews but is good for a skew which must reach into very tight spaces. You may wish to make the angle even smaller.
Stop just short of having the bevels intersect at the tip of the tool.


Form the angle at the end. The angle is usually 20° but you can make it larger for a longer long point if you wish. Be gentle at the grinder because the metal is thin and will overheat quickly.


Note that the end where the cutting edge will be is no longer of uniform thickness. The next task is to grind the bevels at an incline until the uniformity is restored. This requires grinding more near one edge of the blank than the other.
For this I used the belt sander setup that I use to sharpen my regular skews. It is less aggressive than the grinder and it also has a rest that makes it easier to grind consistently. However, you can do it by grinding on the side of the grinding wheel if you work carefully.


Returning the end to a uniform thickness sets the angles of the bevels. Once this is achieved, continue grinding to reduce the thickness until the bevels intersect at the cutting edge. It’s at this point that the first signs of sharpness will appear.


Use a course hone to refine the bevels and the cutting edge. Try to get the bevels perfectly flat and be careful not to round the heel or long point.
Do the final sharpening with a 1200- polish the bevels using a fine polishing
compound. The tiny skew should then be ready to use.
polish the bevels using a fine polishing
compound. The tiny skew should then be ready to use.
After testing my tiny skew, I concluded that it was wider and thicker than what it needed to be. I backtracked to the grinding phase to reduce both the thickness and width so it would reach into tighter spaces. The following photo shows the final result.
Tiny Parting Tools
These are detailing tools used more for making square cu ts than for actually separating
components. They can be made from files, flat countersink bits, and so forth. No
heat treatment is required.
ts than for actually separating
components. They can be made from files, flat countersink bits, and so forth. No
heat treatment is required.
When working with a long slender file, the challenge lies in holding and orienting it precisely while grinding. I think it’s worthwhile to install a temporary handle at each end to make it easier to control.
 Grind the bevel under the cutting edge with the handle horizontal in the same manner
suggested for forming the cutting edge of the round nose scraper near the beginning
of this article. Do not point the blank directly at the wheel.
Grind the bevel under the cutting edge with the handle horizontal in the same manner
suggested for forming the cutting edge of the round nose scraper near the beginning
of this article. Do not point the blank directly at the wheel.
A different parting tool is made from a flat countersin k bit and is actually easier
to do. All that’s required is some simple grinding. One convenience is that the shank
is round so it’s easy to install in a handle.
k bit and is actually easier
to do. All that’s required is some simple grinding. One convenience is that the shank
is round so it’s easy to install in a handle.
A Long-
This tool is capable of making a cut in very close quart ers. It is used like a spindle
gouge, up on its side and with the bevel rubbing. It can also be used as a keen-
ers. It is used like a spindle
gouge, up on its side and with the bevel rubbing. It can also be used as a keen-
It has a flat bevel on the top and a rounded bevel on the bottom. The included angle
at the tip is ve ry small, about 30° or even less.
ry small, about 30° or even less.
My version is made from a chainsaw file. After softening the metal, I roughed out
the two bevels at the grinder and then switched to my upside-
A Tiny Scraper with a Keen Edge
This is a smaller version of the scraper described in Part 3 of the article on scrapers
on this site. It has an included angle of about 30° and is sharpened to nearly razor
sharp. It is good for creating or smoothing concave areas that occur in tight spaces.
included angle of about 30° and is sharpened to nearly razor
sharp. It is good for creating or smoothing concave areas that occur in tight spaces.
It is made from 5/32” music wire. It is very simple to make because no bending or heat treatment is required.
A Not-
I made this tool for one specific task, namely to shape the  wall of a dovetailed
recess on a workpiece jam chucked against a flat surface. The tailstock gets in the
way of regular turning tools.
wall of a dovetailed
recess on a workpiece jam chucked against a flat surface. The tailstock gets in the
way of regular turning tools.
It is made from a 5/16” Allen wrench. The first step was to increase the bend slightly and soften the steel. The shape of the cutting edge was formed by cutting the blank with a hacksaw and was then refined with the grinder. After hardening and tempering, the cutting edge was sharpened with a hone.
A Backwards Scraper
Another specialty tool in my collection is a scraper with a bend to the right instead
of to the left. Sometimes, but not often, I’ll have a bowl chucked up with the foot
towards the headstock while I’m fiddling with the details of an out-
headstock while I’m fiddling with the details of an out-
In this situation, it is not easy to reach under the rim on the outside in order to reduce the wall thickness or refine a curve. This scraper makes it easy and I don’t have to reverse the bowl to do it.
Bad Designs
Hate to say, but some of my designs have had . . . shortcomings. This photo shows
two examples of tools I made for hollo wing globe-
wing globe-
The swan-
To be effective in reducing the twisting tendency, the tool must be supported by the tool rest at a point closer to the handle than the first bend. This means, of course, that the remainder of the tool is hanging out over the rest.
For these tools, the overhang is 2” and 2 1/2” and that is too much for the relatively small diameters. They vibrate badly even in the lightest of cuts, and therein lies the failure. They are useless, but I hate to just throw them away.
Here’s another poor design, but less dramatic. I solved the vibration problem by
using a bigger Allen wrench but stu mbled into a trap by having excessive sideways
extension of the cutting edge.
mbled into a trap by having excessive sideways
extension of the cutting edge.
The tool is intended for use in a cavity whose diameter is only slightly greater than the overall width of the tool. In the small space, the twisting tendency of the offset cutting edge tends to rotate it into the wood, into a deeper cut instead of outward into thin air. This makes the tool grabby and hard to control. I don’t use it on the globes for fear of having it catch and destroy the piece.
Here is my go- ning. Note the small amount
of offset. The twisting effect is minimal and it tends to rotate out of the wood
which makes it stable in the cut. For the rest of the cavity I have similar tools
with different angles, but all have small offsets and fairly large shank diameters.
ning. Note the small amount
of offset. The twisting effect is minimal and it tends to rotate out of the wood
which makes it stable in the cut. For the rest of the cavity I have similar tools
with different angles, but all have small offsets and fairly large shank diameters.
And finally . . .
Here’s a quick glance at four more tiny tools. The first has an offset point and
a small angle at the tip. Made from a triangular file.
offset point and
a small angle at the tip. Made from a triangular file.
A hollowing tool used with a captured hollowing system f or making ornaments. The
twisting effect is not an issue even though this tool has a fairly large offset.
Made from an Allen wrench.
or making ornaments. The
twisting effect is not an issue even though this tool has a fairly large offset.
Made from an Allen wrench.
 This funny-
This funny-
A pair of to ols used to form captive rings. One cuts to the left; the other to the
right. Made from a masonry nail and a flat countersink bit.
ols used to form captive rings. One cuts to the left; the other to the
right. Made from a masonry nail and a flat countersink bit.